The Challenge of Single-Material Excellence
Pure materials, by design
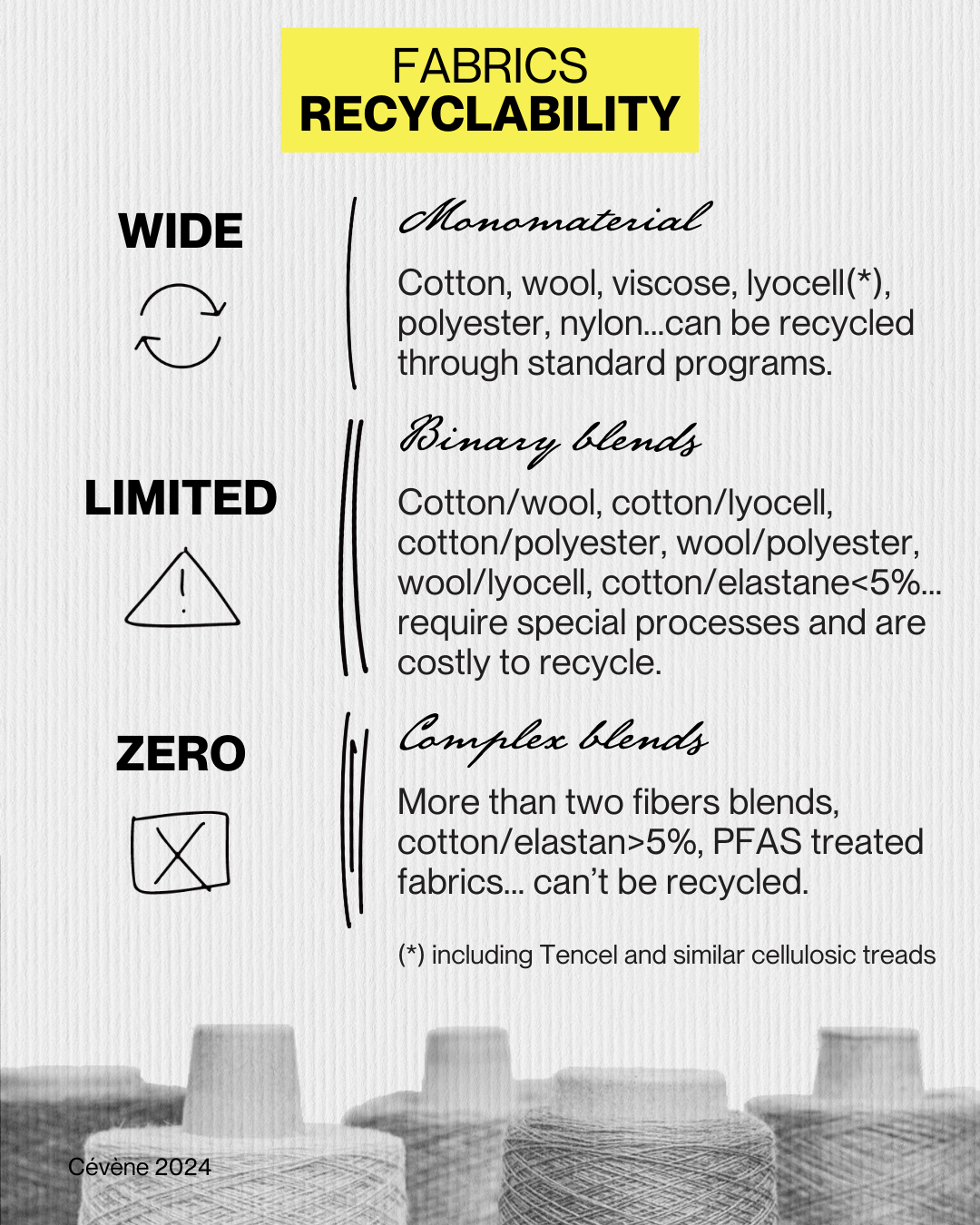
Our fabrics are crafted exclusively from 100% single-fibre materials. We deliberately maintain material purity, avoiding all blends. What may seem like a minor technical detail is in fact a cornerstone of our commitment to durability, recyclability and long-term responsibility.
Traditionally, fabric blends have been valued for their versatility. By combining fibres, manufacturers have been able to fine-tune breathability, weight and resistance, creating textiles adaptable to a wide range of uses and climates. These blends have long been popular for balancing comfort, function and durability.
However, this versatility comes at a significant environmental cost.
Blended fabrics pose a major challenge when it comes to end of life. The combination of different fibres makes textiles extremely difficult, if not impossible, to recycle effectively. Once discarded, garments made from blended fabrics most often end up in landfills or incinerators, contributing directly to textile waste.
In response to this limitation, we chose a more demanding path. Through extensive research and development, we have succeeded in achieving the functional advantages traditionally associated with blends by working exclusively with monomaterial fabrics. Breathability, durability and adaptability are preserved, while recyclability remains intact. This approach allows us to deliver high-performance garments without compromising environmental responsibility.

Our Promise
Always at 100%
Achieving these qualities with 100% single-fibre fabrics requires greater precision in design, more demanding production processes and a higher investment in material quality.
This effort is essential for a simple reason: today, mixed-fibre textiles cannot be recycled at scale. When recycling is technically possible, it often relies on costly laboratory processes that are not applicable to real-world recycling systems.
By choosing monomaterial garments, you are opting for a system that functions today. Should a truly efficient and economically viable solution for recycling blended fabrics emerge in the future, we will reassess our approach. Until then, we remain committed to material purity.
Blending problems
The purer the better
Binary blends, fabrics composed of two different fibres, represent the vast majority of blended textiles in use today. Common examples include cotton–polyester fabrics, wool–nylon blends or cotton–elastane constructions.
These blends are widely used for their ability to combine the properties of different fibres, such as the comfort of natural materials with the strength or elasticity of synthetic ones. This apparent versatility, however, comes at a significant cost when it comes to end of life.
- The main limitation lies in fibre separation. Once fibres are blended, separating them efficiently becomes technically complex.
- Mechanical recycling processes struggle to preserve fibre quality, and in most cases the recovered material cannot be reused for equivalent applications.
- As a result, binary blends are most often downcycled rather than truly recycled.
Although less common than binary blends, fabrics composed of more than two fibre types present even greater challenges at end of life. The increasing complexity of separation processes makes recycling economically unviable in most cases.
An additional layer of complexity arises from chemically treated textiles. Certain water- and stain-repellent finishes, while effective in use, significantly hinder recyclability and can introduce persistent substances into recycled materials.
For this reason, we have deliberately selected PFAS-free, biodegradable water-repellent treatments. This choice eliminates the use of so-called forever chemicals and ensures that our garments remain compatible with recycling processes at the end of their life, supporting a more coherent and functional circular model.